��һ�ߣ�ֱ�����֙C(j��)�ϴ��_
���]�š�QQ��һ�ߵȒߴa����

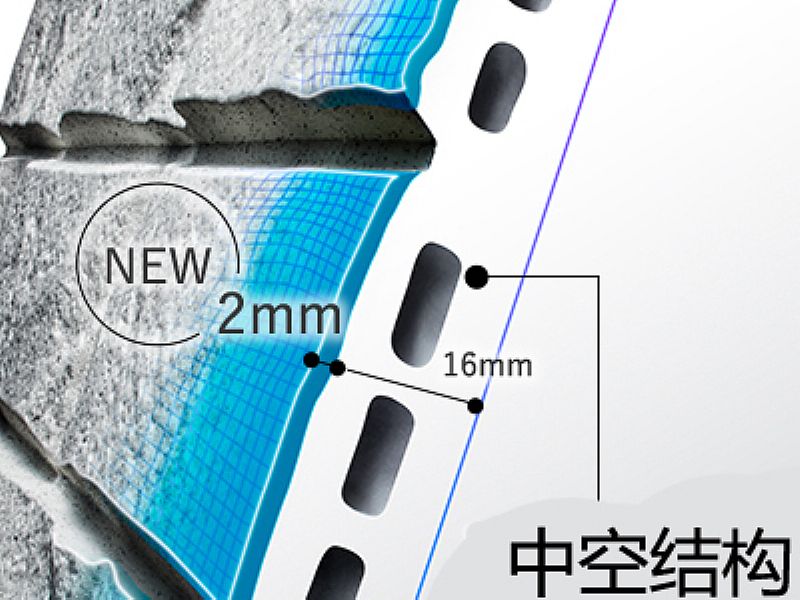
16mm�п��w�Sˮ���≦��

�ձ�ˮ���w�S�ɒ�� һ���������b��w�Sˮ������ ˮ���≦�ɒ��

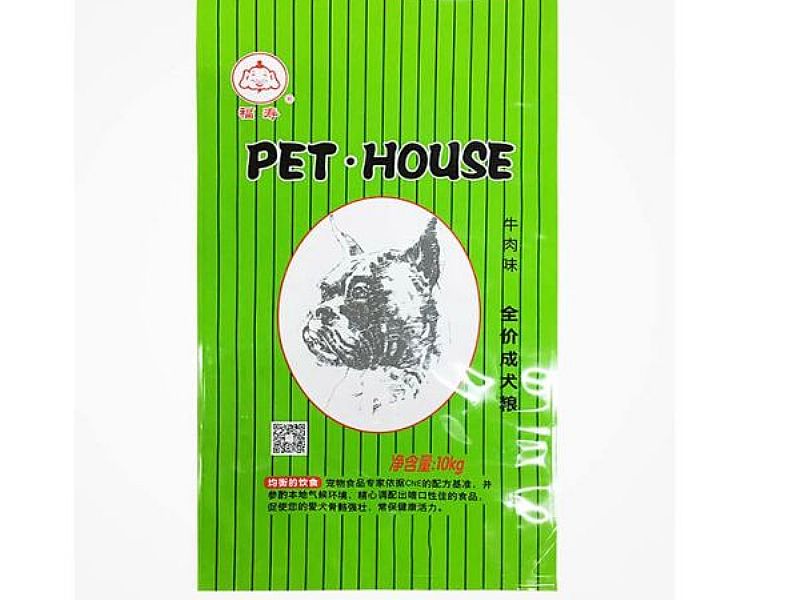
�������������Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

������������Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���

������������������,���װ�������,���a(ch��n)�S�ҿɶ���
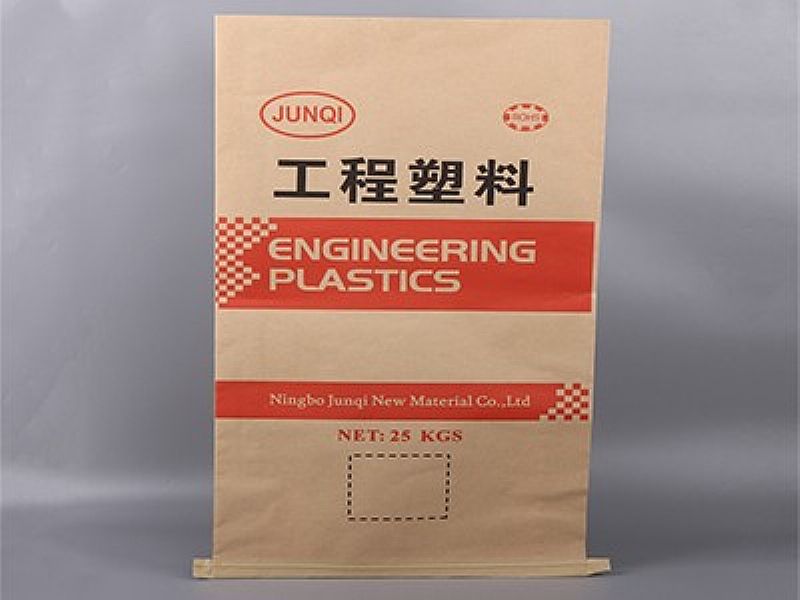
����������ţƤ����,���ܴ�,PP��(f��)�ϰ��b��,���a(ch��n)�S�ҿɶ���

���������ݲ�ӡ������,���Ĥ�������b��,���a(ch��n)�S�ҿɶ���

���������ݹ��b�ھ�����,�����y�ھ������b��,���a(ch��n)�S�ҿɶ���

����^(q��)���Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

����^(q��)��Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���

����^(q��)��������,���װ�������,���a(ch��n)�S�ҿɶ���
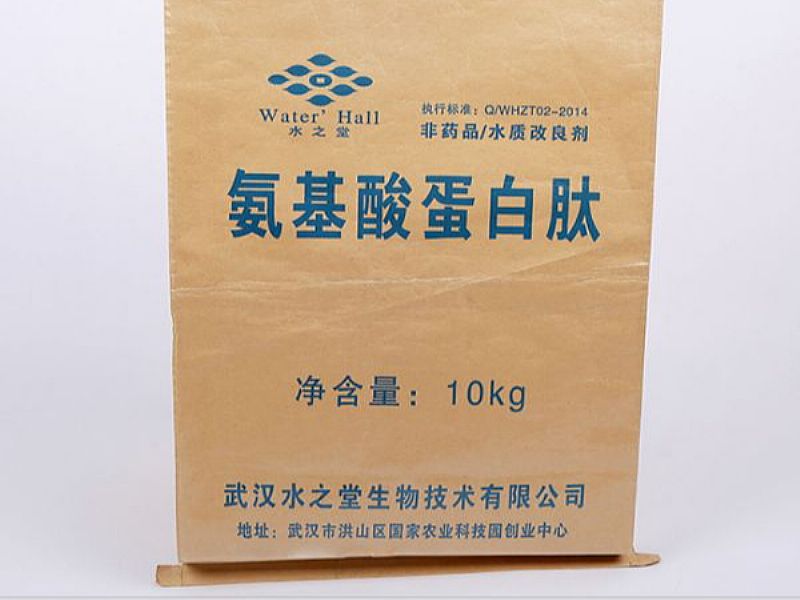
����^(q��)ţƤ����,���ܴ�,PP��(f��)�ϰ��b��,���a(ch��n)�S�ҿɶ���
����^(q��)��ӡ������,���Ĥ�������b��,���a(ch��n)�S�ҿɶ���
����^(q��)���b�ھ�����,�����y�ھ������b��,���a(ch��n)�S�ҿɶ���

��ʲ�^(q��)���Ͼ�����,��ɫ��Ĥ������,���b�����a(ch��n)�S�ҿɶ���

��ʲ�^(q��)��Ƥ��,��ɫ������,�Gɫ���������b��,���a(ch��n)�S�ҿɶ���